Bakery Co.* is a multi-billion dollar food processing company that produces a popular breakfast biscuit (and several variations) consisting of rolled oats, rye flakes, various flours and other ingredients. These recipes, while nothing too complicated, became difficult to scale with Bakery Co.’s existing process system and production managers were experiencing quality control issues prior to MPE’s involvement.
BAKERY CO.’S NEEDS
- The biggest issue was that after blending dry ingredients; flours, sweeteners, and additives would segregate during transport through a pneumatic tube system to a bulk bag filler. Needless to say, this issue created headaches for production managers
- Plant managers also wanted to find a replacement process system requiring less maintenance and reducing energy costs—as their pneumatic conveyors consumed a lot of electricity, were quite loud, and required frequent upkeep
MPE’S SOLUTION
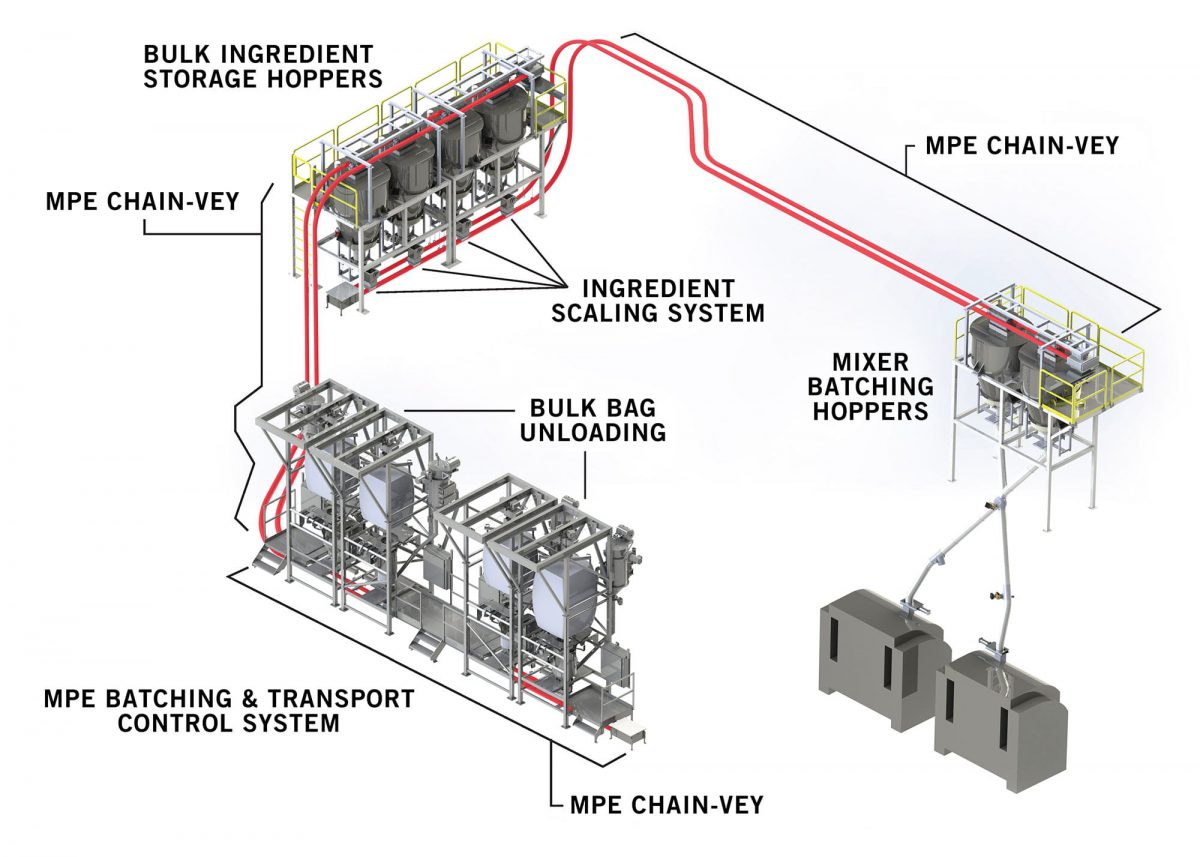
MPE engineered an entirely new process system for Bakery Co. in the following order:
- Bulk pack (also known as supersack) unloaders feeding a tubular drag conveyor
- Transport to stationary surge bins on load cells (large scales) with active bin bottoms to ensure consistent subsequent outflow of dry ingredients to loss-in-weight feeders
- Loss-in-weight feeders ensure precise dispensation of ingredients in adherence to recipes
- Then feeding measured ingredients to a second tubular drag conveyor transporting to a ribbon blender
- After blending, the (still dry) mixture feeds into a third tubular drag conveyor for transport to a subsequent bulk bag filler for storage until baking production
A PICTURE IS WORTH A THOUSAND WORDS






THE RESULT
Bulk bag ingredients are quickly unloaded with no waste and efficiently transported to interim storage; ingredients are then accurately measured and transported to the mixing hoppers; product integrity is maintained during transport from mixers to the final bulk bags; all at a fraction of electricity usage and noise pollution. Meanwhile, Bakery Co.’s breakfast biscuits never tasted better.
*We substituted our customer’s real name with the fictitious name Bakery Co.













