Modern Process Equipment Corporation President Daniel Ephraim and Director of Business Development Scott Will explain MPE’s complete plant systems for capsule manufacturing.
Since 1957, Modern Process Equipment (MPE) has been dedicated to leading in the invention, development, and manufacturing of the global coffee industry’s most advanced processing equipment, including offerings into value for customers through its professional solutions and services.
“Our holistic approach is based on a customer-focused system in that we’re constantly innovating so we can produce the most modern solutions for our customers,” Ephraim says.
“We’re committed to creating a workplace where people are inspired to be the best that they can be both professionally and personally. We don’t believe in being number two in anything.”
MPE Director of Business Development Scott Will says the Chicago-based company is an industry pioneer in single-serve grinding equipment, degassing silo technology, and tubular drag conveyance thanks to its Chain-Vey equipment.
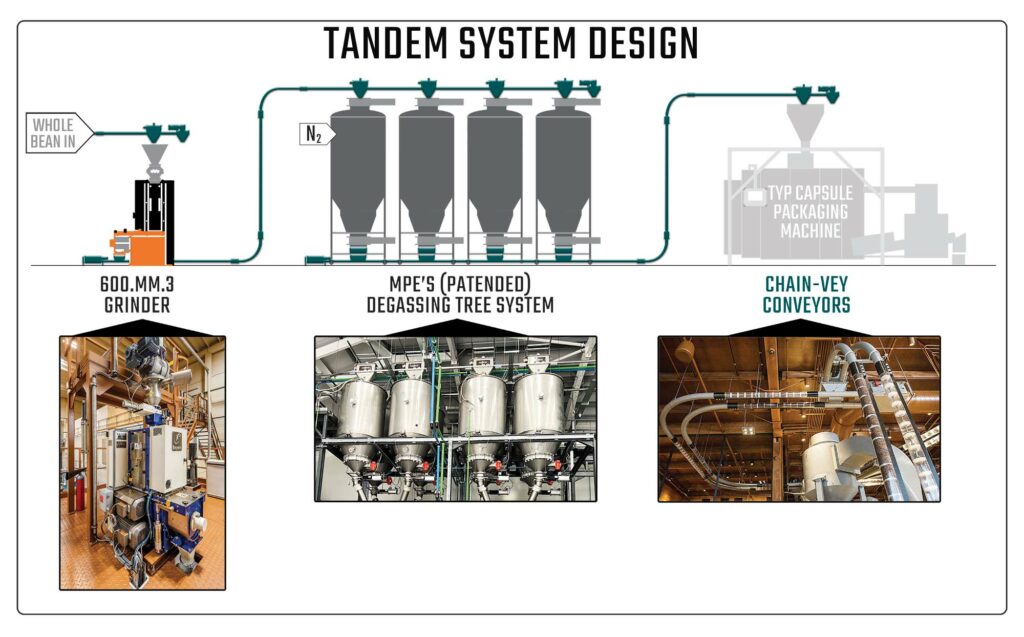
“These three core products compose an unmatched complete capsule coffee grinding system from the point of leaving the roaster to the endpoint of reaching the capsule filling machines,” Will says.
MPE’s innovations in single-serve coffee capsule production for preserving aroma and flavour are available to coffee capsule producers around the globe. Ephraim says MPE’s degassing silo technology employs a patented system inside a silo to solve two of the biggest problems facing coffee capsule production.
“First, no longer will off-gassing require waiting for such a slow process to happen. Instead, this technology promotes the release of carbon dioxide from the bean structure, speeding up the process significantly,” he says.
“Secondly, the degassing technology prevents oxygen from coming into contact with your coffee; therefore, inhibiting staling and making for a fresher capsule. The result is an improvement that your end-user can really taste.”
To further retain coffee aroma and improve extraction, Will says coffee grinding is a crucial step in coffee processing, and when done properly, can optimise the brewed coffee quality.
“As the leading grinding equipment manufacturer, it’s our job to lead the industry in the research and development of grinding technology. We build the most sophisticated and reliable coffee grinding equipment for every application,” he says.
“We’ve offered single-serve grinders since the inception of the capsule industry, with continual improvements to particle size reduction, programmability, densification, aroma preservation, and cooling technology.”
MPE’s Chain-Vey tubular drag conveyor is designed for the superior transport of coffee products. Chain-Vey gently and efficiently conveys whole bean roasted, ground and green coffee with minimal product breakage or degradation.
“Its flexible design and compact footprint will fit virtually any configuration. You can be sure your coffee product maintains its aromatics and is protected from the surrounding environment with Chain-Vey’s dust-tight, enclosed design. Chain-Vey is one of the most popular coffee bean conveyors in the world for roasters big and small with installations on all major continents,” Will says.
“Once you’ve ground the coffee well, and degassed well, the conveyor preserves the coffee by preventing exposure to oxygen, retaining aroma and volatiles inside a sealed system, without any declassification during transport.”
In 2019, Belgium-based Beyers Koffie presented MPE with a task: to package its larger-grinder performance into a much smaller size to fit the roaster’s needs.
“We developed the Mini.Max and Super.Max series grinders to deliver the exact same performance of our larger machines in a more compact solution,” Will says. “The goals were clear. The first was to guarantee Beyers Koffie that the performance was great.
We needed to ensure the same uniform grind profile, density control, and a consistent product, with the same brew times hour after hour. The second was offering a capacity between the range of 150- and 220-kilograms an hour. The third and final goal was to make it affordable and easy to use.”
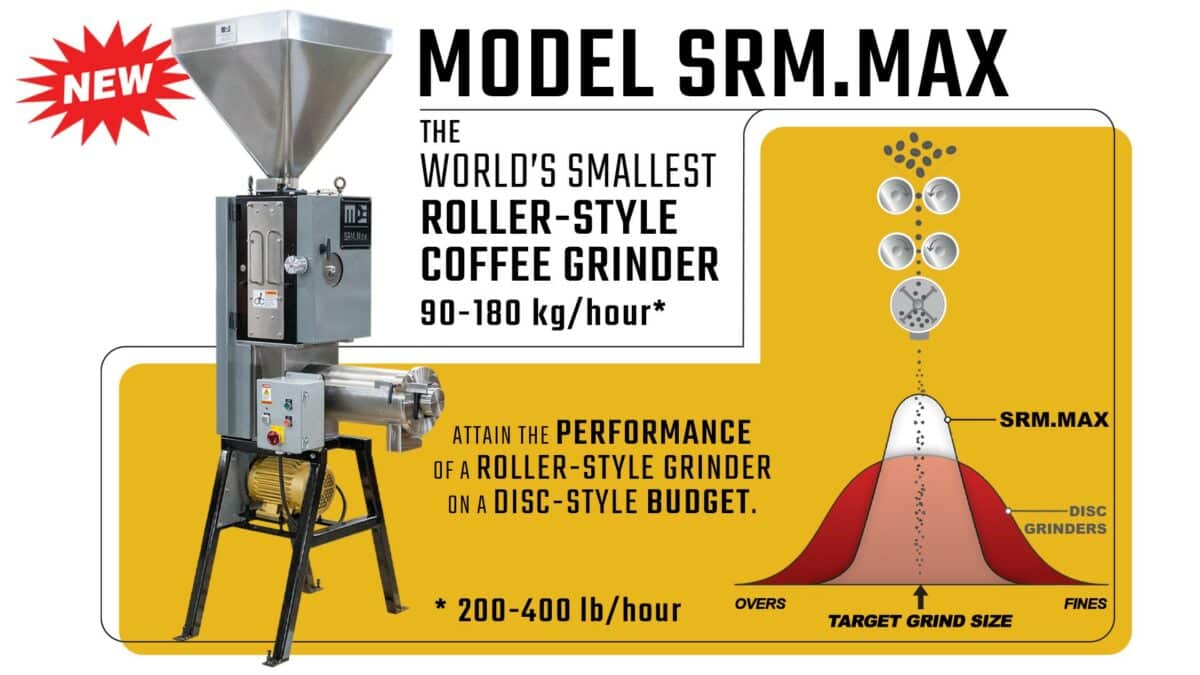
The Mini.Max performs at an ideal grinding rate of up to 150 kilograms per hour, while the Super.Max has an ideal grinding rate of up to 220 kilograms per hour.
“The 2-high Model 600 Mini.Max was one of the world’s first ‘in place’ roller mills for capsule and pod manufacturing, which could deliver roller grinder perfection while sitting on top of the packaging equipment. We then introduced the 3-high version, as well as the new Super.Max Series grinders, which are larger capacity versions of the Mini.Max Series,” says Will.
Together, the Model 600 Mini.Max and Super.Max Series grinders are specifically designed for use with single-serve coffee packaging machines. These all-in-one grinders produce the optimal grinds for K-Cup, Nespresso-compatible capsules, espresso, and any other grind required for single-serve capsule packaging.
“The quality grind that was previously only achieved with a large roller-style grinder can be installed, economically, in tandem with a capsule filling machine. It is no longer necessary to compromise by using a disc-style grinder,” says Ephraim.
“The equipment has grind and density control and different parameters depending on the single-serve medium, be it compostable, plastic, or aluminium. This allows for higher extraction strength and greater consistency in quality.” Will says MPE strives to be the company customers go to for all their grinding needs. “We have the largest portfolio offering of industrial coffee grinders, which is an advantage for both us and the customer because we can tailor fit to the customer’s needs, exactly, not stretch our equipment to their requirements,” he says.
“We wanted to provide the customer with a custom solution based around their needs. That is one way working with MPE is different, as we don’t force the customers into a one-size-fits-all system. We have both the engineering and manufacturing capabilities at MPE to deliver what the customer wants.”
Ephraim says MPE’s close relationships and interaction with its customers have provided the manufacturer with a treasure chest of ideas over the years. “That includes the motivation for MPE to expand many years ago into designing and installing processing systems, a complete solution to take coffee beans from the dock, to silos, to cleaners, to roasters, and then to the grinder,” he says.
“We believe that our company has attained a stellar reputation for designing and manufacturing high quality products for the coffee industry because we are engineering centric. Nearly all of our staff have engineering degrees, from our salespeople to our engineers, factory workers to management staff.”
To Ephraim, the integrity of MPE has always been of paramount importance. “Integrity is not something you build in a day. It is something you can lose pretty quickly if you’re not careful,” Ephraim says.
“We strive to maintain our culture and practices and make sure that we keep up the integrity of the business for our customers – perhaps that’s part of the secret sauce of why our customers feel comfortable working together with us on projects to help make their lives easier.”
This article appears in the September/October 2023 issue of Global Coffee Review.